攻克军工级验证难题:健闵如何通过电子凸轮技术,实现无人机电机自动化量产?
健闵(GMW Taiwan)在高功率密度电机(如电动载具或高效能无人机)的开发中,设计端的“理论空间”常与生产端的“物理公差”产生冲突。本文探讨如何通过自动化绕线控制技术,在不改动设计的前提下,利用电子凸轮与补偿逻辑,化解粗线径绕线的空间干涉难题。
无人机与高密度 BLDC 电机的绕线瓶颈
✓ 关键技术:电子凸轮非线性联动控制。
✓ 实测成果:槽满率从 75% 提升至 80%。
✓ 适用对象:电机研发团队、国防供应链、自动化设备采购。
电机量产困境:为何手绕样品无法复制到自动化产线?
研发与量产的核心矛盾
在全球无人机电机与多股并绕无刷直流电机制造需求激增的趋势下,研发端的理论模型常在量产线遭遇物理挑战。研发人员在初期依赖手绕样品验证性能,但进入电机自动化制程阶段后,却面临三大致命问题:
✓ 线圈排列不整齐 → 导致槽满率下降 5-10%。
✓ 各相电阻不均 → 引起效率损耗与转矩涟波。
✓ 张力控制不稳 → 漆包线绝缘层破裂。
台湾供应链的技术突围关键
身为台湾专业的电机定子绕线机供应商,健闵实业 (GMW Taiwan) 在实战经验中观察到:解决量产瓶颈的关键不在于要求材料“零公差”,而在于如何利用电子凸轮系统的控制逻辑补偿物理变数。
本文将从现场诊断、技术原理到实战案例,完整剖析如何通过非线性联动技术扩大制程窗口,协助电机研发团队将产品从设计走向落地量产。
现场诊断|为什么自动化绕线路径会产生机构干涉?
问题根源:运动轨迹的刚性 vs. 材料的公差
自动化生产与手动打样最大的区别在于运动轨迹的刚性要求。当材料本身的物理几何出现波动时,原本预留的安全间隙会迅速消失,导致严重的机构干涉。
定子铁芯积厚误差:0.1mm 的蝴蝶效应
无人机 BLDC 电机为追求极限功率,槽口空间被压缩至极。铁芯叠压制程中常因钢片厚度正公差产生“积厚误差”。仅 0.1mm 的累积误差,在高速飞叉绕线时会导致绕线路径偏离。
"当飞叉绕线机以高速运行时,定子积厚细微的高度超标会导致导线或绕线嘴与定子端部发生剧烈撞击,这是研发转量产时最常遇到的排线不稳定或伤线的主因。"
破解粗线径刚性:非线性联动控制的物理逻辑
粗线径绕线须克服高刚性与回弹特性。铜线直径增加,弯曲强度呈几何级上升,弯曲后的弹复应力会导致层叠混乱。电子凸轮的核心优势在于能将排线轴与绕线主轴进行“非线性耦合”。
电子凸轮对应力回弹的补偿机制
在导线弯折入槽瞬间,系统主动施加微秒级路径补偿,抵消回弹应力。这种动态补偿能强迫导线精准落位,确保每一匝线圈的物理结构稳定。
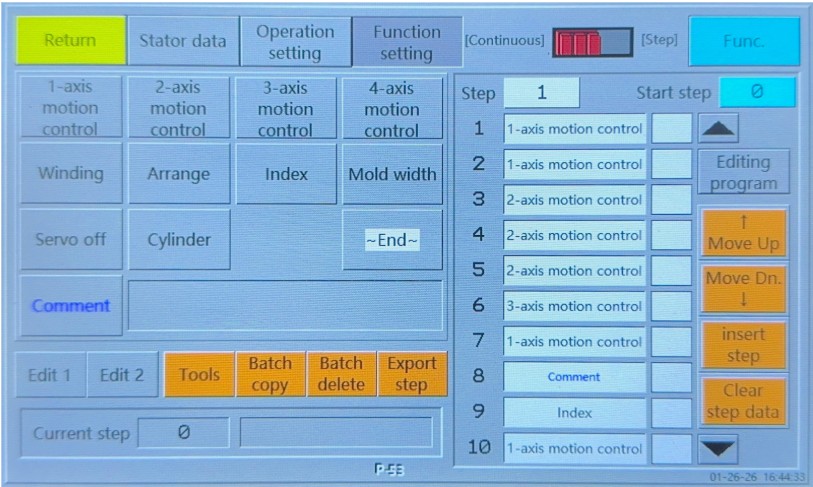
Human-Machine Interface for configuring E-Cam path compensation.
提升电机定子绕线槽满率与排线整齐度的实战应用
排线整齐不仅是为了美观,更是为了确保三相绕组的电阻与电感对称,抑制转矩涟波,优化热传导路径。
分段自定义编程应对应对定子几何挑战
GMW HMI 支持“分段式编程”,工程师可针对特定圈数设定专属排线轨迹。智慧化逻辑使自动生产具备类似人工绕线般的动态应变能力。
实现“零交错、零堆叠”的高密度排列
通过非线性电子凸轮控制,精准引导每一根导线的落点。在实务中,该技术能将槽满率稳定提升至 80%,极大化扭矩密度。
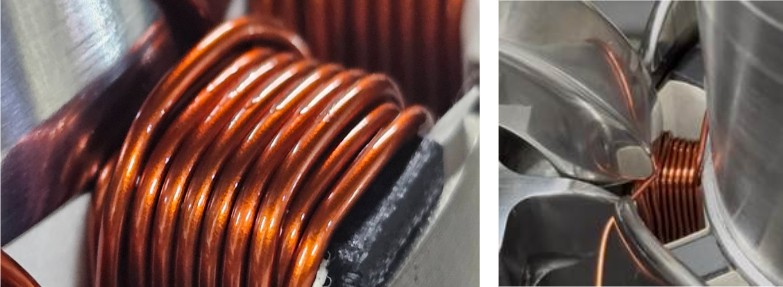
Close-up of perfectly aligned stator coil wires for BLDC motors.
制程参数移植:缩短从研发到量产的转化周期
研发初期依赖手绕样品,虽具灵活性,但难以转化为数字化资产。早期导入自动化试作,能将经验具象化为可分析的量化数据,提升转化效率。